- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Všeobecný vzťah riešenia pre návrh rozmerov pólových dosiek cylindrických batérií
Všeobecný vzťah riešenia pre návrh rozmerov pólových dosiek cylindrických batérií
Lítiové batérie možno rozdeliť na štvorcové, mäkké a valcové batérie na základe spôsobu ich balenia a tvarov. Medzi nimi majú valcové batérie základné výhody, ako je dobrá konzistencia, vysoká efektívnosť výroby a nízke výrobné náklady. Majú za sebou viac ako 30-ročnú históriu vývoja od svojho založenia v roku 1991. V posledných rokoch, s uvedením technológie Tesly s celopólovými ušami, sa aplikácia veľkých valcových batérií v oblasti napájacích batérií a skladovania energie zrýchlila a stala sa výskumom hotspot pre veľké spoločnosti vyrábajúce lítiové batérie.
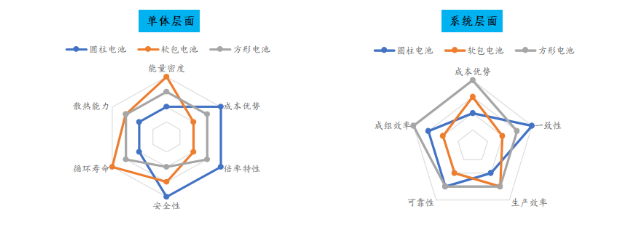
Obrázok 1: Porovnanie výkonu na jednotlivej a systémovej úrovni lítiových batérií s rôznymi tvarmi
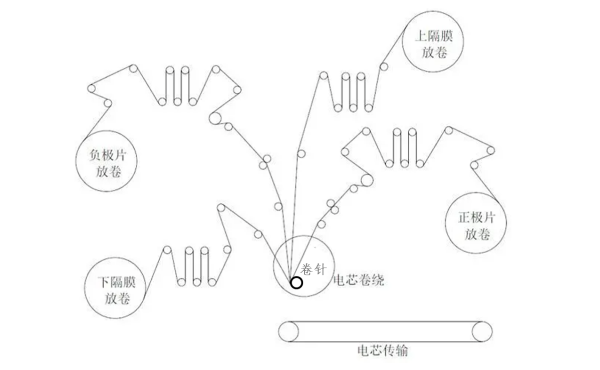
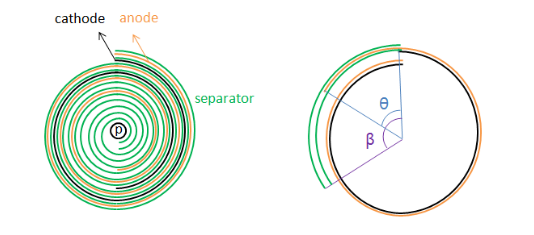
Cylindrický plášť batérie môže byť oceľový plášť, hliníkový plášť alebo mäkký obal. Jeho spoločným znakom je, že výrobný proces využíva technológiu navíjania, ktorá využíva navíjaciu ihlu ako jadro a poháňa navíjaciu ihlu tak, aby sa otáčala, aby navrstvila a obalila izolačný film a elektródovú platňu dohromady, čím sa nakoniec vytvorí relatívne rovnomerné valcové jadro navíjania. Ako je znázornené na nasledujúcom obrázku, typický proces navíjania je nasledujúci: najprv navíjacia ihla upne membránu na predvinutie membrány, potom sa záporná elektróda vloží medzi dve vrstvy izolačného filmu na predvinutie zápornej elektródy, a potom sa vloží kladná elektróda pre vysokorýchlostné navíjanie. Po dokončení navíjania rezací mechanizmus odreže elektródu a membránu a nakoniec sa na koniec nanesie vrstva lepiacej pásky na zafixovanie tvaru.
Obrázok 2: Schematický diagram procesu navíjania
Rozhodujúca je kontrola priemeru jadra po navinutí. Ak je priemer príliš veľký, nedá sa zmontovať a ak je priemer príliš malý, dochádza k plytvaniu miestom. Preto je rozhodujúci presný návrh priemeru jadra. Našťastie valcové batérie majú relatívne pravidelné geometrie a obvod každej vrstvy elektródy a membrány možno vypočítať aproximáciou kruhu. Nakoniec je možné akumulovať celkovú dĺžku elektródy, aby sa získal návrh kapacity. Akumulované hodnoty priemeru ihly, čísla vrstvy elektródy a čísla vrstvy membrány predstavujú priemer navinutého jadra. Je potrebné poznamenať, že hlavnými prvkami dizajnu lítium-iónových batérií sú kapacitný a veľkostný dizajn. Okrem toho môžeme prostredníctvom teoretických výpočtov navrhnúť pólové ucho v akejkoľvek polohe jadra cievky, neobmedzujúc sa na hlavu, chvost alebo stred, a tiež pokryť metódy návrhu viacpólového ucha a celého pólového ucha pre valcové batérie. .
Aby sme mohli preskúmať problémy dĺžky elektródy a priemeru jadra, musíme najprv preštudovať tri procesy: nekonečné predvíjanie izolačného filmu, nekonečné predvíjanie zápornej elektródy a nekonečné navíjanie kladnej elektródy. Za predpokladu, že priemer ihly cievky je p, hrúbka izolačného filmu je s, hrúbka zápornej elektródy je a a hrúbka kladnej elektródy je c, všetko v milimetroch.
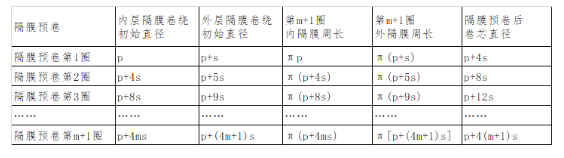
- Nekonečný proces navíjania izolačnej membrány
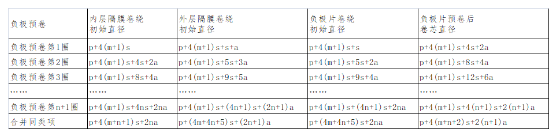
Pri procese navíjania membrány sa súčasne navíjajú dve vrstvy membrán, takže priemer vonkajšej membrány pri procese navíjania je vždy o jednu vrstvu hrúbky membrány viac (+1s) ako vnútorná membrána. Počiatočný priemer vinutia vnútornej membrány je koncovým priemerom predchádzajúceho vinutia a pri každom predvinutí membrány sa priemer jadra zväčší o štyri vrstvy hrúbky membrány (+4s).
Príloha 1: Zákon zmeny priemeru nekonečného procesu navíjania izolačnej membrány
- Nekonečný proces predvíjania zápornej elektródy
Počas procesu navíjania zápornej elektródy je v dôsledku pridania vrstvy zápornej elektródy priemer vonkajšej membrány počas procesu navíjania vždy o jednu vrstvu väčší ako hrúbka vnútornej membrány a o jednu vrstvu zápornej elektródy ( +1s+1a) a počiatočný priemer vinutia vnútornej membrány sa vždy rovná koncovému priemeru predchádzajúceho kruhu. V tomto čase sa pri každom predvinutí zápornej elektródy priemer jadra zväčší o štyri vrstvy membrány a dve vrstvy hrúbky zápornej elektródy (+4s+2a).
Príloha 2: Zákon zmeny priemeru nekonečného procesu predvíjania platne zápornej elektródy
Nekonečný proces navíjania kladnej elektródovej dosky
Počas procesu navíjania kladnej elektródy sa v dôsledku pridania novej vrstvy kladnej elektródy počiatočný priemer kladnej elektródy vždy rovná koncovému priemeru predchádzajúceho kruhu, zatiaľ čo počiatočný priemer vinutia vnútornej membrány sa stáva koncový priemer predchádzajúceho kruhu plus hrúbka jednej vrstvy kladnej elektródy (+1c). Pri procese navíjania vonkajšej membrány je však priemer vždy len o jednu vrstvu väčší ako je hrúbka vnútornej membrány a jedna vrstva zápornej elektródy (+1s+1a). V tomto čase je negatívna elektróda vopred navinutá pre každý kruh. Priemer jadra cievky sa zväčší o 4 vrstvy membrány, 2 vrstvy negatívnej elektródy a 2 vrstvy hrúbky kladnej elektródy (+4s+2s+2a).
Príloha 3: Zákon zmeny priemeru kladnej elektródy počas procesu nekonečného navíjania

Vyššie, prostredníctvom analýzy procesu nekonečného navíjania membrány a elektródovej dosky sme získali variačný vzor priemeru jadra a dĺžky elektródovej dosky. Táto metóda analytického výpočtu vrstva po vrstve prispieva k presnému usporiadaniu polohy uší elektród (vrátane jednopólových uší, viacpólových uší a plných pólových uší), ale proces navíjania sa ešte neskončil. V tomto bode sú kladná elektródová doska, záporná elektródová doska a izolačný film v zarovnanom stave. Základným princípom konštrukcie batérie je vyžadovať, aby izolačná fólia úplne zakryla platňu zápornej elektródy a záporná elektróda by tiež mala úplne zakryť kladnú elektródu.
Obrázok 3: Schematický diagram konštrukcie valcovej cievky batérie a procesu zatvárania
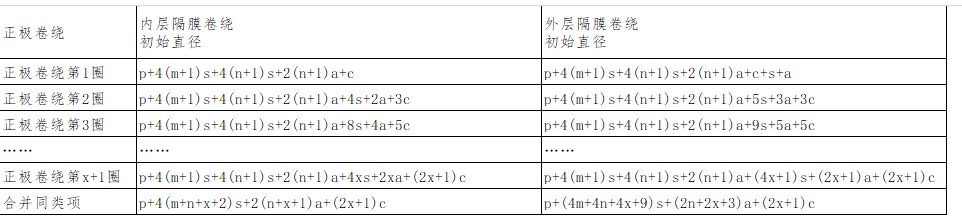
Preto je potrebné ďalej skúmať problematiku vinutia jadrovej zápornej elektródy a izolačného filmu. Je zrejmé, že keďže kladná elektróda už bola navinutá a predtým sa počiatočný priemer kladnej elektródy vždy rovná koncovému priemeru predchádzajúceho kruhu, počiatočný priemer membrány vnútornej vrstvy nahradí koncový priemer predchádzajúceho kruhu. . Na tomto základe počiatočný priemer zápornej elektródy zväčší hrúbku jednej vrstvy membrány (+1s), zväčší počiatočný priemer vonkajšej membrány o ďalšiu vrstvu hrúbky zápornej elektródy (+1s+1a).
Dodatok 4: Zmeny priemeru a dĺžky elektródy a membrány počas procesu navíjania valcových batérií
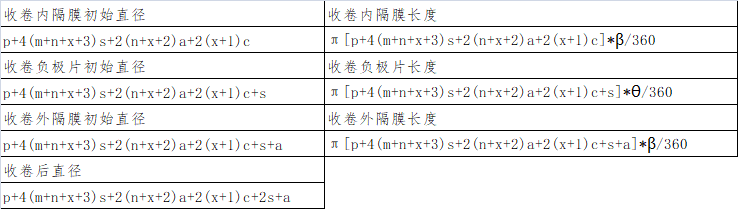
Doteraz sme získali matematické vyjadrenie dĺžky pozitívnej platne, negatívnej platne a izolačného filmu pri ľubovoľnom počte cyklov navíjania. Predpokladajme, že membrána je predvinutá m+1 cyklov, negatívna platňa je predvinutá n+1 cyklov, kladná platňa je navinutá x+1 cyklov a stredový uhol negatívnej platne je θ°, stredový uhol izolácie navíjanie filmu je β °, potom existuje nasledujúci vzťah:
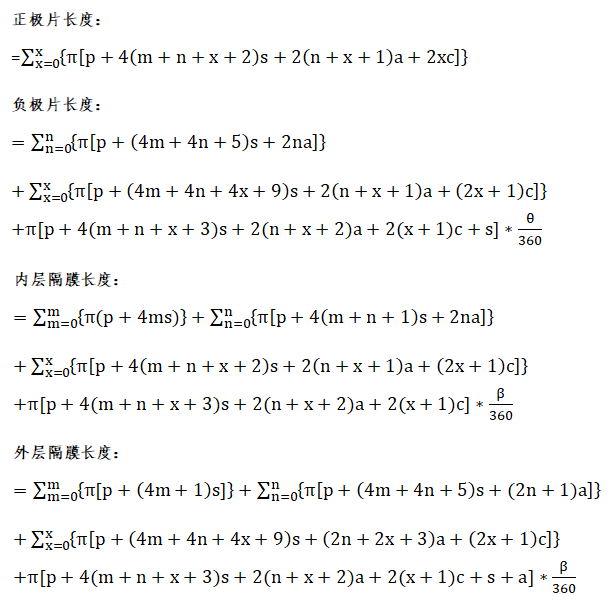
Určenie počtu vrstiev elektródy a membrány určuje nielen dĺžku elektródy a membrány, čo následne ovplyvňuje návrh kapacity, ale určuje aj konečný priemer jadra cievky, čím sa výrazne znižuje riziko montáže jadra cievky. Priemer jadra sme síce získali po navinutí, no nezohľadnili sme hrúbku ucha tyče a koncového lepiaceho papiera. Za predpokladu, že hrúbka pozitívneho ucha je tabc, hrúbka negatívneho ucha je taba a koncové lepidlo je 1 kruh a prekrývajúca sa oblasť sa vyhýba polohe ucha tyče s hrúbkou g. Preto je konečný priemer jadra:
Vyššie uvedený vzorec je všeobecným vzťahom riešenia pre návrh valcových elektródových dosiek batérie. Určuje problém dĺžky elektródovej dosky, dĺžky membrány a priemeru jadra cievky a kvantitatívne opisuje vzťah medzi nimi, čím výrazne zlepšuje presnosť návrhu a má veľkú praktickú aplikačnú hodnotu.
Nakoniec, čo musíme vyriešiť, je problém usporiadania uší tyče. Zvyčajne sú na jednom pólovom nástavci jedno alebo dve tyčové uši alebo dokonca tri tyčové uši, čo je malý počet tyčových uší. Vývod jazýčka je privarený k povrchu pólového nástavca. Hoci to môže do určitej miery ovplyvniť presnosť konštrukcie dĺžky pólového nástavca (bez ovplyvnenia priemeru), výstupok jazýčka je zvyčajne úzky a má malý vplyv, preto všeobecný vzorec riešenia pre návrh veľkosti valcových batérií navrhnutý v tomto článku ignoruje tento problém.
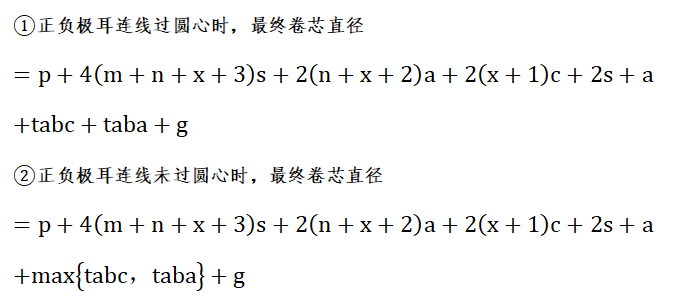
Obrázok 4: Rozloženie pozitívnych a negatívnych polôh uší
Vyššie uvedený diagram je schematický diagram umiestnenia pólových očiek. Na základe predtým navrhovaného všeobecného vzťahu veľkosti pólových nástavcov môžeme jasne pochopiť zmeny dĺžky a priemeru každej vrstvy pólových nástavcov počas procesu navíjania. Preto pri usporiadaní pólových výstupkov môžu byť kladné a záporné výstupky presne usporiadané v cieľovej polohe pólového nástavca v prípade jedného pólového výstupku, zatiaľ čo v prípade viacerých alebo plných pólových výstupkov je zvyčajne potrebné zarovnať viac vrstiev pólových očiek. Na tomto základe sa musíme odchýliť od pevného uhla každej vrstvy očka, aby sme získali polohu usporiadania každej vrstvy očka. Ako sa priemer jadra vinutia počas procesu navíjania postupne zväčšuje, celková vzdialenosť usporiadania očka sa približne mení aritmetickým postupom s toleranciou π (4s+2a+2c).
Aby sa ďalej preskúmal vplyv kolísania hrúbky elektródových dosiek a membrán na priemer a dĺžku jadra cievky, ako príklad vezmite 4680 veľký valcový ušný článok s plnou elektródou, za predpokladu, že priemer ihly cievky je 1 mm, hrúbka uzatváracia páska je 16um, hrúbka izolačnej fólie je 10um, hrúbka platne kladnej elektródy za studena je 171um, hrúbka pri navíjaní je 174 um, hrúbka platne zápornej elektródy pri lisovaní za studena je 249 um, hrúbka počas navíjania je 255 um a platne membrány aj zápornej elektródy sú predvalcované na 2 otáčky. Výpočet ukazuje, že doska kladnej elektródy je navinutá na 47 závitov s dĺžkou 3371,6 mm, záporná elektróda je navinutá 49,5-krát, s dĺžkou 3449,7 mm a priemerom po navinutí 44,69 mm.
Obrázok 5: Vplyv kolísania hrúbky pólu a membrány na priemer jadra a dĺžku pólu
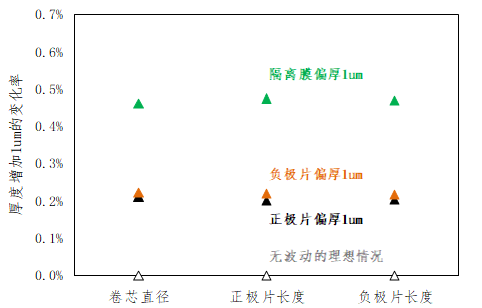
Z vyššie uvedeného obrázku je intuitívne vidieť, že kolísanie hrúbky pólového nástavca a membrány má určitý vplyv na priemer a dĺžku jadra cievky. Pri odchýlke hrúbky pólového nástavca o 1 um sa priemer a dĺžka jadra cievky zväčší asi o 0,2 %, zatiaľ čo pri odchýlke hrúbky membrány o 1 um sa priemer a dĺžka jadra cievky zväčší asi o 0,5 %. Preto, aby sa kontrolovala konzistencia priemeru jadra cievky, kolísanie pólového nástavca a membrány by sa malo čo najviac minimalizovať a je tiež potrebné zhromaždiť vzťah medzi odrazom elektródovej dosky a časom. medzi lisovaním za studena a navíjaním, s cieľom pomôcť pri procese návrhu článku.
Zhrnutie
1. Dizajn kapacity a dizajn priemeru sú logikou dizajnu najnižšej úrovne pre valcové lítiové batérie. Kľúč k návrhu kapacity spočíva v dĺžke elektródy, zatiaľ čo kľúč k návrhu priemeru spočíva v analýze počtu vrstiev.
2. Usporiadanie polôh uší je tiež kľúčové. Pre viacpólové alebo celopólové ušné štruktúry môže byť zarovnanie pólového ucha použité ako kritérium na vyhodnotenie konštrukčnej schopnosti a schopnosti riadenia procesu batériového článku. Metóda analýzy vrstvy po vrstve môže lepšie spĺňať požiadavky na usporiadanie a zarovnanie polohy ucha.
Predchádzajúce:Výpočet vzoru dizajnu pre uši lítiovej batérie!

